HDPE农田喷灌管视频-韶关市HDPE农田喷灌管-【本土】可服务区域新丰|乐昌|肇庆|汕头|东莞|揭阳|河源|湛江
更新时间:2025-06-09 05:22:43
Tags: PE燃气管

一分钟的时间,对于了解我们的PE燃气管产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 颜色 | 黑色橙条 |
| 口径 | 20-630 |
| 原料 | 北欧化工3490 |
| 外观 | 直管 |
| 定长 | 6/9/12 |
| 压力 | 1.0MPA |
| 连接方式 | 热熔对接 |
| 敷设方法 | 埋地 |
| 应用领域 | 燃气工程 |
| 规格 | SDR17.6/SDR11 |
| 范围 | 总部设立于【聊城],服务网络覆盖广东省 韶关市 广州市、深圳市、珠海市、汕头市、佛山市、湛江市、江门市、惠州市、茂名市、汕尾市、东莞市、中山市、潮州市、肇庆市、梅州市、河源市、阳江市、揭阳市、云浮市 武江区、浈江区、曲江区、始兴县、仁化县、翁源县、新丰县、乐昌市、南雄市等区域。 |

PE燃气管,【聊城润星电力管材(韶关市分公司)w2925437581948-50】是一家专业生产PE燃气管的厂家,始终致力于为用户提供PE燃气管产品。我们深知,只有不断追求,才能满足市场的需求和客户的期望。欢迎新老客户来电咨询,联系人:王经理,地址:塑料管材产业园。

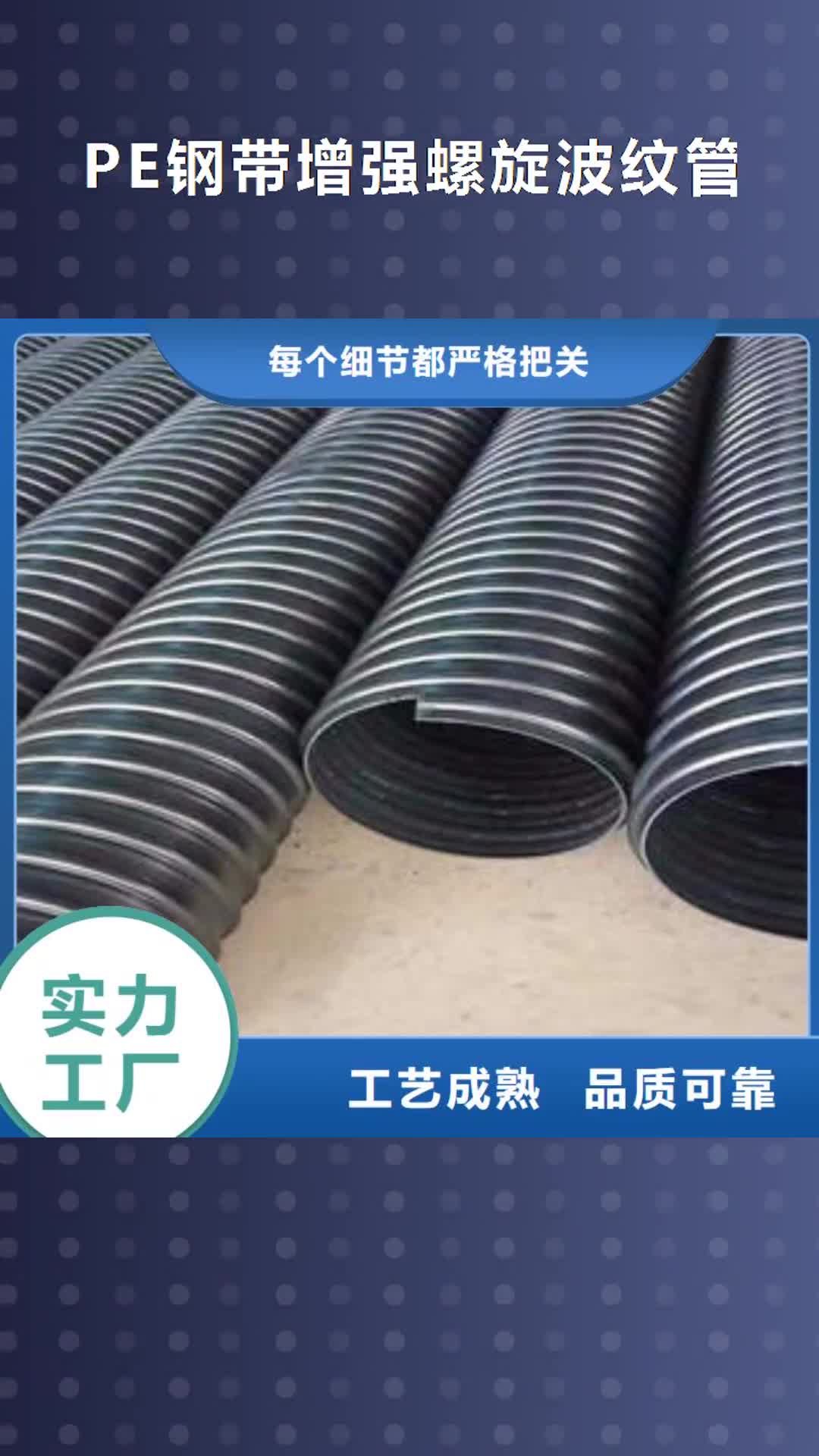
北方地区气温会下降在0℃以下,因此在施工时还要特别注意管沟的挖掘须在当地冻土层以下,管线埋设深度一般在1.2~1.5米以下,外露管材须注意保温措施以防止管材冻裂,施工时不得人为践踏管材。沟底应整理平整,不得有石块、砖块等杂物,如有坚硬物时必须加挖10cm并填沙劣实,然后再进行管线安装施工。下PE燃气管管前检查管材是否损伤,特别是承口与插口端,如有损伤及时更换处理。PE燃气管线施工时应正直平整,不得任意偏斜曲折,如管线必须弯曲时其弯曲角度应按管材(活套)每一承口允许弯曲之角度进行,一般为2°以内,不得出现管材的硬性弯曲现象。煤改气PE燃气管施工过程中应特别注意管沟两侧挖出之土方,防止挖出之石块落入管沟冲击管材。 另施工完一段后应即刻回填,回填土质应为良质土,不得有坚硬物与管材接触,管材两侧及上方填良质土厚度为20~30cm以上。管线中管件及分歧连接处必须做混凝土巩固,以保证管线日后正常使用。煤改气PE燃气管线安装完成待胶粘部位完全干固后(约48小时)再进行试水,试水管线长度以500m一段为宜,应特别注意待气温升高后或天气转暖后试水,严禁低温条件下进行试水作业。试压时,灌水前先将排气阀全部打开,然后缓慢注水,待排气阀有水柱均匀流出后,自低至高逐次关闭,当加压至0.2~0.3Mpa时再次进行排气,将残留空气全部排出,然后再升压至规定压力值后稳压1小时观察压力表数值,无降压或降压范围在0.05Mpa以内为合格。 埋地管线在进行埋敷前必须进行试水试压,试压通过后方可进行埋敷。随着PE燃气管被使用的越来越多、范围越来越广,PE燃气管的连接方式越来越被人们重视。现在国内外对于PE燃气管的连接方式包括热熔对接、热熔插接、电熔焊接三种。PE燃气管热熔对接是将PE燃气管端界面,利用加热板加热熔融后相互对接融合,经冷却固定连接在一起的方法。当PE材料在加热超过其熔融温度的时候,就会变得粘滞流体。经常被用户优先选择,广泛应用于供水天然气工程。PE燃气管热熔对接是为PE管道常用的焊接方法,而不正确的使用焊接压力会对管材的焊接质量造成严重的影响,下面就“如何计算焊接压力”和大家说明。焊接压力=拖动压力+焊接规定压力。何为拖动压力。 拖动压力是指当焊机机架油缸带动管材、件平缓向前滑行时,此时压力表上的显示值,即为拖动压力值。测试方法为:将焊机机架活动端完全打开,然后将液压控制箱上的泄压阀松开,调压阀按逆时针方向调小,然后将方向控制操作杆置于闭合状态,同时关闭泄压阀,目视机架油缸部位,将调压阀按顺时针方向缓慢调大,当机架油缸带动管材、件平缓向前滑行时,此时压力表上显示的数值为 拖动压力值。PE燃气管材焊接计算压力。通过上面的计算公式,我们了解到PE管材的焊接压力是如何得出,正确的使用焊接压力才能保障焊接作业顺利进行。PE燃气管具有优异的物理性能。中密度聚乙烯性能介于高,低密度聚乙烯两者之间,既保持了高密度聚乙烯管材的刚性,强度,也有很好的柔性,耐蠕变性,而且较高密度聚乙烯管材更有热熔连接性能优良的特点,有利于塑料管的安装。

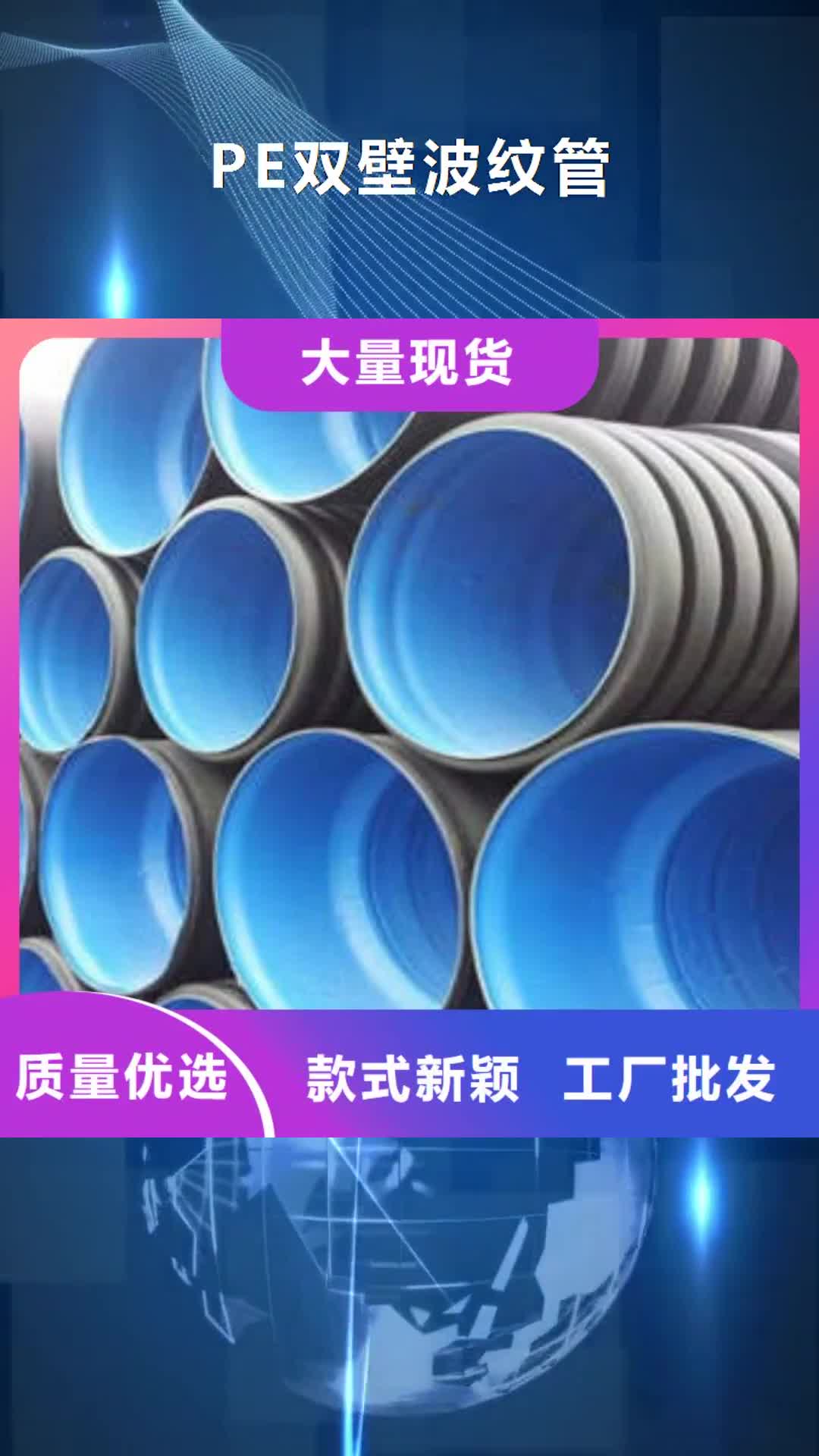
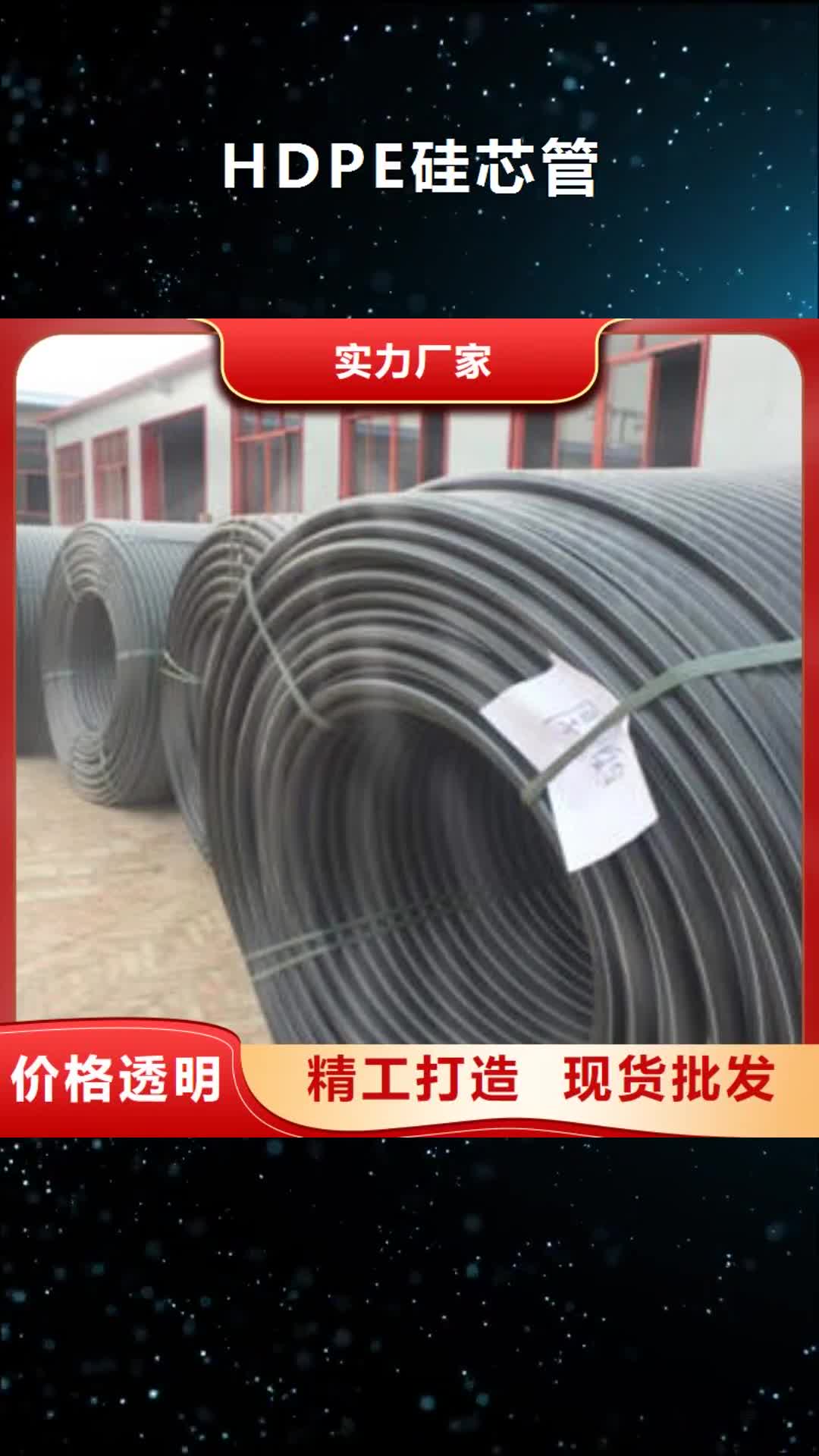
PE管在建筑中的设计理论和施工技术等方面取得了很大的发展和完善,并积累了丰富的实践经验,促使PE管在建筑给排水管道工程中占据了相当重要的位置,并形成一种势不可挡的发展趋势。在我国,给水管道中用的较多的塑料管材主要有PVC-U给水管、PP-R管、铝塑复合管(PAP)、钢塑复合管(SP)、HDPE管等。HDPE管是近两三年才出现于市场,是采用先进的生产工艺和技术,通过热挤塑而成型,具有耐腐蚀、内壁光滑、流动阻力小、强度高、韧性好、重量轻等特点。 HDPE管道是继PVC-U给水管道之后,成为了世界上消费量第二大的塑料管道品种。目前,在给排水管道系统中,塑料管材逐渐取代了铸铁管和镀锌钢管等传统管材成为了主流使用管材。塑料管和传统管材相比,具有重量轻,耐腐蚀,水流阻力小,节约能源,安装简便迅速,造价较低等显著优势,受到了管道工程界的青睐。同时,随着石油化学工业的飞速发展,塑料制造技术的不断进步,塑料管材产量迅速增长,制品种类更加多样化。而且,塑料管材在建筑中的设计理论和施工技术等方面取得了很大的发展和完善,并积累了丰富的实践经验,促使塑料管材在建筑给排水管道工程中占据了相当重要的位置,并形成一种势不可挡的发展趋势。 在我国,给水管道中用的较多的塑料管材主要有PVC-U给水管、PP-R管、铝塑复合管(PAP)、钢塑复合管(SP)、HDPE管等。HDPE管是近两三年才出现于市场,是采用先进的生产工艺和技术,通过热挤塑而成型,具有耐腐蚀、内壁光滑、流动阻力小、强度高、韧性好、重量轻等特点。HDPE管道是继PVC-U给水管道之后,成为了世界上消费量第二大的塑料管道品种。目前,输送燃气应采用PE80和PE100等级的中或高密度聚乙烯管;给水管通常采用PE80和PE100等级的中或高密度聚乙烯管,PE63已经逐渐趋于淘汰。在输水方面,增长快的则是PE100管道系统,今后五年的增长率有望达到10%以上。 HDPE管道的口径从DN16到DN315,共分18个级别。压力等级在0.25Mpa ~1.0Mpa之间,共4个等级。 HDPE管在温度190℃n240℃之间将被熔化,利用这一特性,将管材(或管件)两熔化的部份充分接触,并保持适当压力,冷却后两者便可牢固地融为一体。因此, PE管的连接方式与 U-PVC管不同,通常采用电热熔连接及热熔对接两种方式,按照管径大小情况具体可分为:DN≤63时,采用注塑热熔承插连接;DN≥75时,采用热熔对接连接或电熔承插连接;与不同材质连接时采用法兰或丝扣连接。HDPE管道主要用于:市政工程供水系统,建筑物室内给水系统,室外埋地给水系统及居住小区、厂区埋地给水系统,旧管线修复,水处理工程管道系统,园林、灌溉及其他领域的工业用水管等。

PE管的法兰连接,将相同压力等级的活套钢法兰片套在管道上,塑料法兰头和管材的连接可采用电熔连接和热熔连接。连接管材长度应,当紧固螺栓时,不应使管道产生轴向拉力,校直两对应的连接件,使连接的两片钢法兰片垂直于管道轴线,表面相互平行。PE管道接口处密封圈,采用耐热、、耐老化的弹性垫圈,应使用相同规格的螺栓,安装方向一致。螺栓应对称紧固,紧固好的螺栓应露出螺母之外,宜齐平,法兰连接部位应设置支、吊架。 PE管钢塑转换连接。产品品种:丝扣式和焊接式。产品特点:塑料端采用优质进口PE原料生产,钢管端选用符合国标要求的材料,采用喷塑防腐处理,以确保与PE管道达到相同使用寿命。PE端采用电熔式热熔对接连接,钢管段与钢管采用焊接,焊接时应注意采取降温处理。丝扣连接:与相同规格的内丝或外丝连接。 PE燃气管电熔连接:管材或管件的连接部位插入內埋电阻丝的专用电熔管件内,通电加热,使连接部位熔融,连接成一体的连接方式。适用于32-315管材连接。电熔连接中需要焊机输出电压稳定,符合连接要求,管件与PE燃气管连接操作规范,焊机与电熔管件的连接要正确。 测量并用记号笔在管材上标插入管件的深度或焊接区域(如鞍型管件)注意管材端面垂直于轴线截开。PE管焊接前必须将焊接区的氧化层完全,管材与管件的焊接表面必须 干净 干燥 无油污。将管材焊接端插入接口至管件的限住肩或主管材上的标记深度,管件必须在无应力条件下与管材安装在一起,将焊机插头接入管件插孔,准确输入管件上标定的焊接时间和冷却时间。或直接扫描条形码输入焊接参数。准备工作就绪后,按确认键,焊机会再次显示焊接参数,完全确认后,再按启动键开始焊接,焊接结束后会自动报警提示,焊接程序结束。 由于各个场地条件的不同,会导致移动夹具(包括拖动PE 管) 的摩擦阻力各不相同。在实际施工中应考虑这个摩擦阻力,它与工艺参数压力(说明书中规定的压力) 叠加在一起得到实际使用压力。管材在夹具中夹好后,慢慢移动夹具,此时测得的力为拖拉力,可由压力表读出,做好记录。正常情况下预热时间约为20 分钟,加热板温度达到设定值后,放入机架,施加压力Pa1 (即拖拉力和说明书中规定的压力之和) ,直到两边小卷边达到规定宽度时压力减小到规定值Pa2 (使管端面与加热板之间刚好保持接触) ,进行吸热,见图3。吸热时间满足后,退开活动架,迅速取出加热板,然后合拢两管端。切换时间(tu) 应尽可能短,不能超过规定值。冷却到规定的时间后,卸压,松开卡瓦,取出连接完成的管材,用笔在焊口处标明编号和焊工标记,准备下一接口的焊接。如图4 为焊接完成后的效果图。







大家都爱看