


无需长篇大论,观看珩磨管-研磨管根据要求定制视频,让你瞬间爱上我们的产品。
以下是:珩磨管-研磨管根据要求定制的图文介绍
九冶管业有限公司已荣获 “高新技术企业”、“工业企业质量标杆”、“舟山定海质量奖”、“舟山定海产品”、舟山定海“守合同重信用企业”,公司在消化、吸收国内外起重机先进的 舟山定海高精度珩磨管设计理念和制造技术的基础上,全力对 舟山定海高精度珩磨管进行改型设计,与国际同类产品接轨,占领市场制高点。



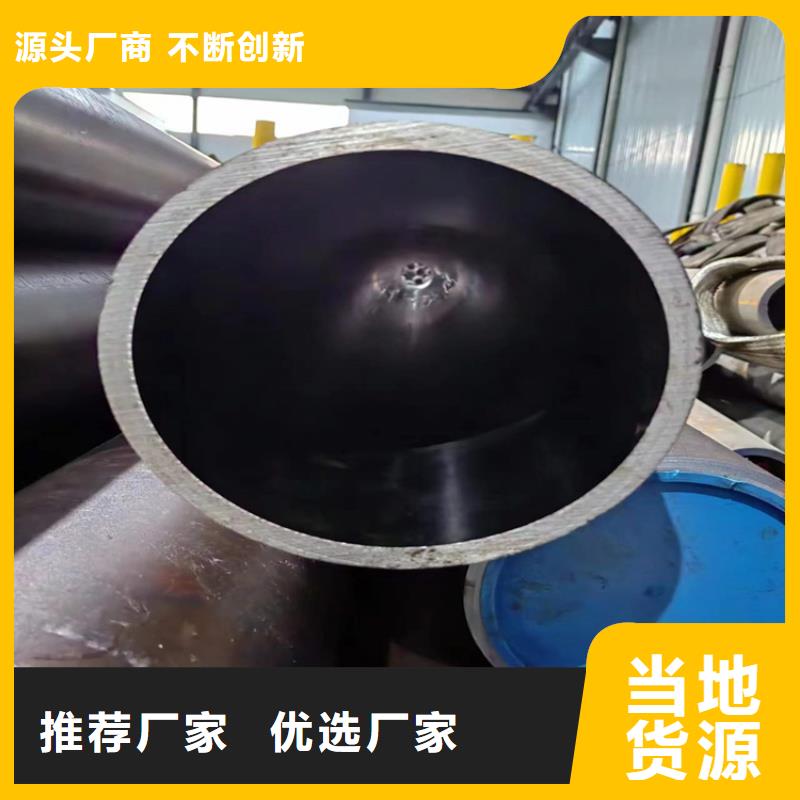
珩磨管珩磨加工后表面质量好,有利于润滑油的存储及油膜的保持,有较高的表面支承率,因而能承受较大载荷,耐磨损,从而提高了产品的使用寿命;加工范围广,主要加工各种圆柱形孔,用专用珩磨头,还可加工圆锥孔、椭圆孔等。加工精度高,特别是一些中小型的光通孔,其圆柱度可达 0.001mm以内。一些壁厚不均匀的零件,其圆度能达 0.002mm。对于大孔,圆度也可达 0.005mm,珩磨比磨削加工精度高。



首先,应判明珩磨管的工作条件和外围环境是否正常;同时还需要弄清楚故障的性质,是设备机械部分或电器控制部分故障,还是珩磨管本身的故障?另外,还需检查清楚珩磨管各种条件是否符合正常运行的要求。其次是根据珩磨管故障现象和特征,确定与该故障有关的区域,从而逐步缩小发生故障的范围,检测此区域内的元件情况。为避免盲目性,必须根据系统基本原理,进行综合分析、逻辑判断,终找出珩磨管故障部位。由于珩磨管故障诊断是建立在运行记录及某些系统参数基础之上的,所以建立系统运行记录是非常关键的;而且具备一定检测手段,也能对珩磨管故障做出准确的定量分析。


.油缸管,其采用珩磨工艺或者是滚压工艺,哪一个是比较好的?油缸管,如果其采用的是珩磨工艺的话,即为珩磨管珩磨管,不过,将其与滚压油缸管进行比较的话,那么,则是后者,即为滚压油缸管,要好一些,这是因为:油缸管进行滚压后,其表面硬度是要高于珩磨油缸管的,这样,可以来延长其使用寿命。并且,在加工时间上,可以大大缩短,在直线度上,可以大大提高。因此,油缸管采用滚压工艺,是要好于珩磨工艺的。3.珩磨油缸管,其是为无缝钢管吗?珩磨油缸管,其是为无缝钢管,所以在这个问题上,其回答为是,是肯定的,这是因为:珩磨油缸管,其是属于珩磨管的,而珩磨管,其是为经过珩磨加工的无缝钢管。因此,珩磨油缸管,其是为无缝钢管。


